10.5
Commercial Refrigeration
10.5.1
Overview
This section addresses §120.6(b)
of the Energy Standards, which covers mandatory requirements for commercial
refrigeration systems in retail food stores. This section explains the mandatory
requirements for condensers, compressor systems, refrigerated display cases,
refrigeration heat recovery. All buildings under the Energy Standards must also
comply with the General Provisions of the Energy Standards (§100.0 – §100.2,
§110.0
– §110.10,
§120.0 – §120.9, §130.0
– §130.5), and
additions and alterations requirements (§141.1).
10.5.1.1
Mandatory Measures and Compliance Approaches
The energy efficiency requirements for commercial
refrigeration are all mandatory. There are no prescriptive requirements or
performance compliance paths for commercial refrigeration. Since the provisions
are all mandatory, there are no tradeoffs allowed between the various
requirements. The application must demonstrate compliance with each of the
mandatory measures. Exceptions to each mandatory requirement where provided are
described in each of the mandatory measure sections below.
10.5.1.2
What’s New in the 2016 Energy Standards
In the 2016 Energy Standards, the exception to §120.6(b)3
is no longer available. This affects retail food stores with 8,000 square feet
or more of conditioned area that use either: refrigerated display cases, or
walk-in coolers or freezers connected to remote compressor units or condensing
units, which are normally open for business for less than 140 hours per week.
These stores must now comply with §120.6(b)3,
without exception.
10.5.1.3
Scope and Application
§120.6(b)
of the Energy Standards applies to retail food stores that have 8,000 square
feet or more of conditioned area, and utilize either refrigerated display cases
or walk-in coolers or freezers, which are connected to remote compressor units
or condensing units. The Energy Standards have minimum requirements for
the condensers, compressor systems, refrigerated display cases, and
refrigeration heat recovery systems associated with the refrigeration systems in
these facilities.
The Energy Standards do not have minimum efficiency
requirements for walk-ins, as these are deemed appliances and are covered by the
California Appliance Efficiency Regulations (Title 20) and Federal Energy
Independence and Security Act of 2007. Walk-ins are defined as refrigerated
spaces with less than 3,000 square feet of floor area that are designed to
operate below 55°F (13°C). Additionally, the Energy Standards do not have
minimum equipment efficiency requirements for refrigerated display cases, as the
minimum efficiency for these units is established by Federal law in the
Commercial Refrigeration Equipment Final Rule but there are requirements for
display cases that do result in reduced energy consumption.
Example
10-9
Question
The only refrigeration
equipment in a retail food store with 10,000 square feet of conditioned area is
self-contained refrigerated display cases. Does this store need to comply with
the requirements for Commercial Refrigeration?
Answer
No. Since the refrigerated display cases are not
connected to remote compressor units or condensing units, the store does not
need to comply with the Energy Standards.
Example 10-10
Question
A new retail store with 25,000 square feet conditioned area
has two self-contained display cases. The store also has several display case
line-ups and walk-in boxes connected to remote compressors systems. Do all the
refrigeration systems need to comply with the requirements for Commercial
Refrigeration?
Answer
There are no provisions in the
Energy Standards for the two self-contained display cases. The refrigeration
systems serving the other fixtures must comply with the Energy
Standards.
10.5.2
Condensers Mandatory Requirements
This section addresses the mandatory requirements for
condensers serving commercial refrigeration systems. These requirements only
apply to stand-alone refrigeration condensers and do not apply to condensers
that are part of a unitary condensing unit.
If the work includes a new condenser replacing an existing
condenser, the condenser requirements do not apply if all of the following
conditions apply:
1.
The Total Heat of Rejection of the compressor system attached to the condenser
or condenser system does not increase, and
2.
Less than 25% of the attached refrigeration system compressors (based on
compressor capacity at design conditions) are new, and
3.
Less than 25% of the display cases (based on display case design load at applied
conditions) that the condenser serves, are new. Since the compressor system
loads commonly include walk-ins (both for storage and point-of-sale boxes with
doors), the 25% “display case" should be calculated with walk-ins included.
Example 10-11
Question
A supermarket remodel includes a refrigeration system
modification where some of the compressors will be replaced, some of the
refrigerated display cases will be replaced, and the existing condenser will be
replaced. The project does not include any new load and the design
engineer has determined that the total system heat of rejection will not
increase. The replacement compressors comprise 20% of the suction group
capacity at design conditions, and the replacement display cases comprise 20% of
the portion of the design load that comes from display cases. There are no
changes in walk-ins. Does the condenser have to comply with the provisions
of the Energy Standards?
Answer
No. This project meets all three criteria of the exception
to the mandatory requirements for condensers:
1. The new condenser is replacing an existing condenser
2. The total heat of rejection of the subject refrigeration
system does not increase
3a. The replacement compressors comprise less than 25% of
the suction group design capacity at design conditions
3b. The replacement display
cases comprise less than 25% of the portion of the design load that comes from
display cases.
10.5.2.1
Condenser Fan Control
Condenser fans for new air-cooled or evaporative condensers,
or fans on air- or water-cooled fluid coolers or cooling towers used to reject
heat on new refrigeration systems, must be continuously variable speed. Variable
frequency drives are commonly used to provide continuously variable speed
control of condenser fans and controllers designed to vary the speed of
electronically commutated motors are increasingly being used for the same
purpose. All fans serving a common high side, or indirect condenser water loop,
shall be controlled in unison. Thus, in normal operation, the fan speed of all
fans within a single condenser or set of condensers serving a common high-side
should modulate together, rather than running fans at different speeds or
staging fans off. However, when fan speed is at the minimum practical level
minimum level, usually no higher than 10-20%, the fans may be staged off to
further reduce condenser capacity. As load increases, fans should be turned back
on prior to significantly increasing fan speed, recognizing a control band is
necessary to avoid without excessive fan cycling. Control of air-cooled
condensers may also keep fans running and use a holdback valve on the condenser
outlet to maintain the minimum condensing temperature once all fans have reached
minimum speed; with the holdback valve set below the fan control minimum
saturated condensing temperature setpoint.
To minimize overall system energy consumption, the condensing
temperature control setpoint must be continuously reset in response to ambient
temperatures, rather than using a fixed setpoint value. This strategy is also
termed ambient-following control, ambient-reset, wetbulb following and drybulb
following—all referring to control logic which changes the condensing
temperature control setpoint in response to ambient conditions at the condenser.
The control system calculates a control setpoint saturated condensing
temperature that is higher than the ambient temperature by a predetermined
temperature difference (i.e. the condenser control TD). Fan speed is then
modulated so that the measured SCT (saturated condensing temperature) matches
the calculated SCT control setpoint. The SCT control setpoint for evaporative
condensers or water-cooled condensers (via cooling towers or fluid coolers) must
be reset according to ambient wet bulb temperature, and the SCT control setpoint
for air-cooled condensers must be reset according to ambient dry bulb
temperature.
The condenser control TD is not specified in the
Standard. The nominal control value is often equal to the condenser design
TD; however the value for a particular system is left up to the system
designer. Since the intent is to utilize as much condenser capacity as
possible without excessive fan power, common practice is to optimize the control
TD over a period of time such that the fan speed is in a range of approximately
60-80% during normal operation (i.e. when not at minimum SCT and not in heat
recovery).
The minimum saturated condensing temperature setpoint must be
70°F (21°C) or less. For systems utilizing halocarbon refrigerants with
glide, the SCT setpoint shall correlate with a midpoint temperature (between the
refrigerant bubble-point and dew point temperatures) of 70°F (21°C) or
less. As a practical matter, a maximum SCT setpoint is also commonly
employed to set an upper bound on the control setpoint in the event of a sensor
failure and to force full condenser operation during peak ambient
conditions. This value should be set high enough that it does not
interfere with normal operation.
Split air-cooled condensers are sometimes used for separate
refrigeration systems, with two circuits and two rows of condenser fans. Each
condenser half would be controlled as a separate condenser. If a condenser has
multiple circuits served by a common fan or set of fans, the control strategy
may utilize the average condensing temperature or the highest condensing
temperature of the individual circuits as the control variable for controlling
fan speed.
Alternative control strategies are permitted to the
condensing temperature reset control required in §120.6(b)1C.
The alternative control strategy must be demonstrated to provide equal or better
performance, as approved by the Executive Director.
Hybrid condensers, manufactured with integral capability to
operate with either air-cooled or evaporative-cooled operation, are not
covered. Air-cooled condensers with separately installed evaporative
precoolers added to the condenser are not considered hybrid condensers for the
purpose of this Standard. Air cooled condensers with an added evaporative
precooling must meet the requirements for air cooled equipment, including
specific efficiency and ambient-following control.
Example
10-12
Question
A
new supermarket with an evaporative condenser is being commissioned. The
control system designer has utilized a wet bulb-following control strategy to
reset the system saturated condensing temperature (SCT) setpoint. The
refrigeration engineer has calculated that adding a TD of 15°F (8.3°C) above the
ambient wet bulb temperature should provide a saturated condensing temperature
setpoint that minimizes the combined compressor and condenser fan power usage
throughout the year. What might the system SCT and SCT setpoint trends
look like over an example day?
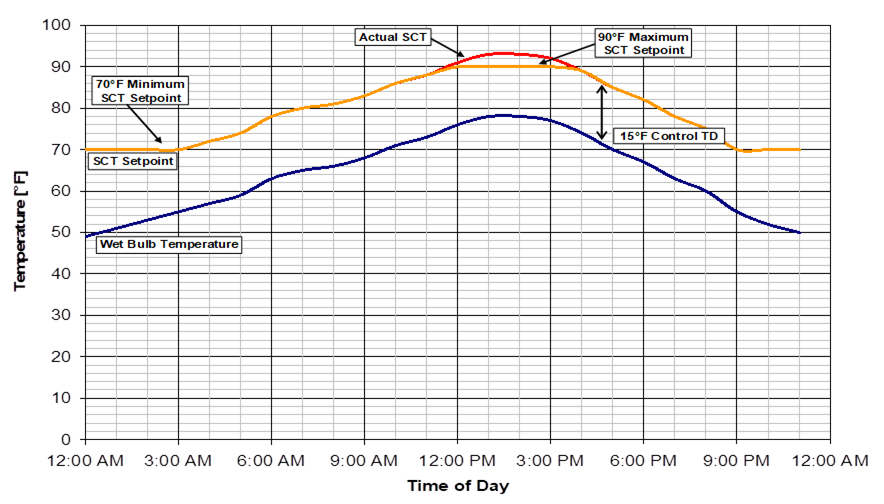
Answer
The
following figure illustrates what the actual saturated condensing temperature
and SCT setpoints could be over an example day using the wet bulb-following
control strategy with a 15°F (8.3°C) TD and also observing the 70°F (21°C)
minimum condensing temperature requirement. As the figure shows, the SCT
setpoint is continuously reset to 15°F (8.3°C) above the ambient wet bulb
temperature until the minimum SCT setpoint of 70°F is reached. The figure also
shows a maximum SCT setpoint (in this example, 90°F (32.2°C) which may be
utilized to limit the maximum control setpoint, regardless of the ambient
temperature value or TD parameter.
10.5.2.2
Condenser Specific Efficiency
All newly installed evaporative condensers and air-cooled
condensers with capacities greater than 150,000 Btuh (at the specific efficiency
rating conditions) shall meet the minimum specific efficiency requirements shown
in Table 10-2.
Table 10-2: Fan-powered Condensers – Minimum Specific Efficiency
Requirements
|
Condenser Type |
Minimum Specific Efficiency |
Rating Condition |
|
Evaporative-Cooled |
160
Btuh/Watt |
100°F Saturated Condensing
Temperature (SCT),
70°F Entering Wetbulb
Temperature |
|
Air-Cooled |
65 Btuh/Watt |
105°F Saturated Condensing
Temperature (SCT),
95°F Entering Drybulb
Temperature |
Condenser specific efficiency is defined as:
Condenser Specific Efficiency = Total Heat Rejection (THR)
Capacity / Input Power
The total heat rejection capacity is defined at the rating
conditions of 100°F Saturated Condensing Temperature (SCT) and 70°F outdoor
wetbulb temperature for evaporative condensers, and 105°F SCT and 95°F outdoor
drybulb temperature for air-cooled condensers. Input power is the electric
input power draw of the condenser fan motors (at full speed), plus the electric
input power of the spray pumps for evaporative condensers. The motor power is
the manufacturer’s published applied power for the subject equipment, which is
not necessarily equal to the motor nameplate rating. Power input for secondary
devices such as sump heaters shall not be included in the specific efficiency
calculation.
The data published in the condenser manufacturer’s published
rating for capacity and power shall be used to calculate specific efficiency.
For evaporative condensers, manufacturers typically provide nominal condenser
capacity, and tables of correction factors that are used to convert the nominal
condenser capacity to the capacity at various applied condensing temperatures
and wetbulb temperatures. Usually the manufacturer publishes two sets of
correction factors: one is a set of “heat rejection” capacity factors, while the
others are “evaporator ton” capacity factors. Only the “heat rejection” capacity
factors shall be used to calculate the condenser capacity at the efficiency
rating conditions for the purpose of determining compliance with this
section.
For air-cooled condensers, manufacturers typically provide
the capacity at a given temperature difference (TD) between SCT and drybulb
temperature. Manufacturers typically assume that air-cooled condenser
capacity is linearly proportional to TD; the catalog capacity at 20°F TD is
typically twice as much as at 10°F TD. The condenser capacity for
air-cooled condensers at a TD of 10°F shall be used to calculate efficiency. If
the capacity at 10°F TD is not provided, the capacity shall be scaled
linearly.
Depending on the type of condenser, the actual manufacturer’s
rated motor power may vary from motor nameplate in different ways. Air cooled
condensers with direct-drive OEM motors may use far greater input power than the
nominal motor horsepower would indicate. On the other hand, evaporative
condenser fans may have a degree of safety factor to allow for higher motor load
in cold weather conditions (vs. the 100°F SCT/70°F WBT specific efficiency
rating conditions). Thus, actual motor input power from the manufacturer must be
used for direct-drive air-cooled condensers. For evaporative condensers
and fluid coolers, the full load motor power, using the minimum allowable motor
efficiencies published in the Nonresidential Appendix NA3: Fan Motor
Efficiencies, is generally conservative but manufacturer’s applied power should
be used whenever possible to more accurately determine specific efficiency.
There are three exceptions to the condenser specific
efficiency requirements.
1.
If the store is located in Climate Zone 1 (the cool coastal region in northern
California).
2.
If an existing condenser is reused for an addition of alteration.
3.
If the condenser capacity is less than 150 MBH at the specific efficiency rating
conditions.
Example
10-13
Question
An
air-cooled condenser is being designed for a new supermarket. The refrigerant is
R-507. The condenser manufacturer’s catalogue states that the subject
condenser has a capacity of 500 MBH at 10°F TD between entering air and
saturated condensing temperatures with R-507 refrigerant. Elsewhere in the
catalog, it states that the condenser has ten ½ hp fan motors that draw 450
Watts each. Does this condenser meet the minimum efficiency requirements?
Answer
First,
the condenser capacity must be calculated at the specific efficiency rating
condition. From Table 10-6, we see that the rating conditions for an
air-cooled condenser are 95°F entering drybulb temperature and 105°F SCT. The
catalog capacity is at a 10°F temperature difference, which is deemed suitable
for calculating the specific efficiency (105°F SCT - 95°F entering Drybulb =
10°F TD). Input power is equal to the number of motors multiplied by the input
power per motor:
10
fan motors x 450 Watts = 4,500
Watts
fan motor
The
specific efficiency of the condenser is therefore:
500MBH
x 1,000 Btu/hr / 4,500Watts = 111Btu/hr/
Watts
4,500 Watts
This
condenser has a specific efficiency of 111 Btuh per Watt, which is higher than
the 65 Btuh per Watt minimum requirement. This condenser meets the minimum
specific efficiency requirements.
Example
10-14
Question
An
evaporative condenser is being designed for a new supermarket. The
manufacturer’s catalog provides a capacity of 2,000 MBH at standard conditions
of 105°F SCT and 78°F wetbulb temperature. The condenser manufacturer’s catalog
provides the following heat rejection capacity factors:
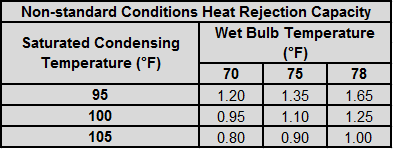
Elsewhere
in the catalog, it states that the condenser model has one 10 HP fan motor and
one 2 HP pump motor. Fan motor efficiencies and motor loading factors are
not provided by the manufacturer. Does this condenser meet the minimum
efficiency requirements?
Answer
First,
the condenser capacity must be calculated at the specific efficiency rating
condition. From Table 10-6, we see that the rating conditions for an
evaporative condenser are 100°F SCT, 70°F WBT and a minimum specific efficiency
requirement is 160 Btuh/Watt. From the Heat Rejection Capacity Factors
table, we see that the correction factor at 100°F SCT and 70°F WBT is
0.95. The capacity of this model at the specific efficiency rating
conditions is:
2,000
MBH / 0.95 = 2,105 MBH
To
calculate input power, we will assume 100% fan and pump motor loading and
minimum motor efficiencies since the manufacturer has not yet published actual
motor specific efficiency at the specific efficiency rating conditions. We
look up the minimum motor efficiency from Nonresidential Appendix NA3: Fan Motor
Efficiencies. For a 10 HP 6-pole open fan motor, the minimum efficiency is
91.7%. For a 2 HP 6-pole open pump motor, the minimum efficiency is 88.5%.
The fan motor input power is calculated to be:
1
Motor x 10 HP x 746 Watts x 100% assumed loading = 8,135
Watts
Motor
HP 91.7%
efficiency
The
pump motor input power is calculated to be:
1
Motor x 2 HP x 746 Watts x 100% assumed loading = 1,686
Watts
Motor
HP 88.5%
efficiency
The
combined input power is therefore:
8,135
Watts + 1,686 Watts = 9,821 Watts
Note:
Actual motor power should be used when available (see note in text).
Finally,
the efficiency of the condenser is:
(2,105
MBH x 1,000 Btuh) / 9,821 Watts = 214
Btuh/Watt
MBH
214
Btuh per Watt is higher than the 160 Btuh per Watt requirement; this condenser
meets the minimum efficiency requirements.
Air-cooled condensers shall have a fin density no greater
than 10 fins per inch. Condensers with higher fin densities have a higher risk
of fouling with airborne debris. This requirement does not apply for air-cooled
condensers that utilize a micro-channel heat exchange surface, since this type
of surface is not as susceptible to permanent fouling in the same manner as
traditional tube-and-fin condensers with tight fin spacing.
The fin spacing requirement does not apply to condensers that
are reused for an addition or alteration.
10.5.3
Compressor System Mandatory Requirements
This section addresses mandatory requirements for remote
compressor systems and condensing units used for refrigeration. In addition to
the requirements described below, all the compressors and all associated
components must be designed to operate at a minimum condensing temperature of
70°F (21°C) or less.
10.5.3.1
Floating Suction Pressure Controls
Compressors and multiple-compressor suction groups must have
floating suction pressure control to reset the saturated suction pressure
control setpoint based on the temperature requirements of the attached
refrigeration display cases or walk-ins.
Exceptions to the floating suction pressure requirements
are:
1.
Single compressor systems that do not have continuously variable capacity
capability
2.
Suction groups that have a design saturated suction temperature of 30°F or
higher
3.
Suction groups that comprise the high side of a two-stage or cascade system
4.
Suction groups that primarily serve chillers for secondary cooling fluids
5.
Existing compressor systems that are reused for an addition or alteration.
The examples of a two-stage system and a cascade system are
shown in Figure
10-7 and Figure
10-8, respectively. Figure
10-9 shows a secondary fluid system.
Figure 10-7: Two-stage System using a Two-Stage Compressor
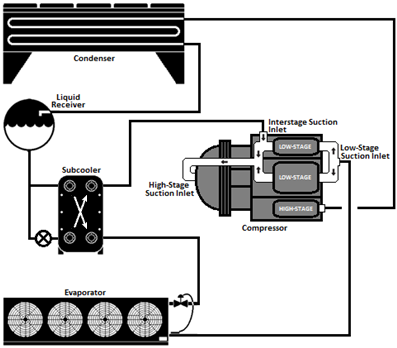
Figure 10-8: Cascade System
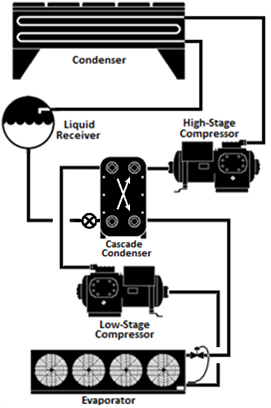
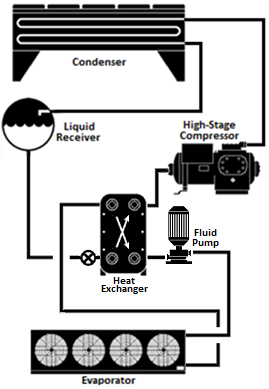
Figure 10-9: Secondary Fluid System
Example 10-15
Question
A retail food store has four suction groups, A, B1, B2 and
C, with design saturated suction temperatures (SST) of -22°F, -13°F, 28°F and
35°F, respectively. System A is a condensing unit. The compressor in the
condensing unit is equipped with two unloaders. Suction group B1 consists
of a single compressor with no variable capacity capability. Suction group B2
has four compressors with no variable capacity capability and suction group C
has three compressors with no variable capacity capability. Which of these
suction groups are required to have floating suction pressure control?
Answer
Suction Groups A and B2 are required to have floating
suction pressure control. The rationale is explained below.
Suction group A: Although the suction group has only one
compressor, the compressor has variable capacity capability in the form of
unloaders. Therefore, the suction group is required to have floating
suction pressure control.
Suction group B1: The suction group has only one compressor
with no variable capacity capability. Therefore, the suction group is not
required to have floating suction pressure control.
Suction group B2: Although the suction group has
compressors with no variable capacity capability, the suction group has multiple
compressors which can be sequenced to provide variable capacity
capability. Therefore, the suction group is required to have floating
suction pressure control.
Suction group C: The design SST of the suction group is
higher than 30°F. Therefore, the suction group is not required to have floating
suction pressure control.
Example 10-16
Question
A retail food store has two suction groups, a low
temperature suction group A (-22°F design SST) and medium temperature suction
group B (18°F design SST). Suction group A consists of three compressors.
Suction group B has four compressors that serve a glycol chiller working at
23°F. Which of these suction groups are required to have floating suction
pressure control?
Answer
Suction group A: The suction group has multiple
compressors. Therefore, the suction group is required to have floating suction
pressure control.
Suction group B: Although the suction group has multiple
compressors, it serves a chiller for secondary cooling fluid (glycol).
Therefore, the suction group is not required to have floating suction pressure
control.
Example 10-17
Question
A retail food store is undergoing an expansion and has two
refrigeration systems: an existing system and a new CO2 cascade
system. The existing system consists of four compressors and a design SST of
18°F. The cascade refrigeration system consists of four low temperature
compressors operating at -20°F SST and three medium temperature compressors
operating at 26°F SST. Which of these systems are required to have floating
suction pressure control?
Answer
Existing system: Although the system has multiple
compressors, the compressor system is being reused, and the existing rack
controller and sensors may not support floating suction pressure control.
Therefore, the system is not required to have floating suction pressure
control.
Cascade system: Only low
temperature suction group of the system is required to have floating suction
pressure control.
Evaporator coils are sized to maintain a design fixture
temperature under design load conditions. Design loads are high enough to
cover the highest expected load throughout the year, and inherently include
safety factors. The actual load on evaporator coils varies throughout the day,
month and year, and an evaporator coil operating at the design saturated
evaporating temperature (SET) has excess capacity at most times. The SET can be
safely raised during these times, reducing evaporator capacity and reducing the
required “lift” of the suction group, saving energy at the compressor while
maintaining proper fixture (and product) temperature.
In a floating suction pressure control strategy, the suction
group target saturated suction pressure (SST) setpoint is allowed to vary
depending on the actual requirements of the attached loads, rather than fixing
the SST setpoint low enough to satisfy the highest expected yearly load. The
target setpoint is adjusted so that it is just low enough to satisfy lowest
current SET requirement of any attached refrigeration load while still
maintaining target fixture temperatures, but not any higher. The controls
are typically bound by low and high setpoints limits. The maximum float value
should be established by the system designer, but a minimum value equal to the
design SST (that is no negative float) and a positive float range of 4-6°F of
saturation pressure equivalent have been used successfully.
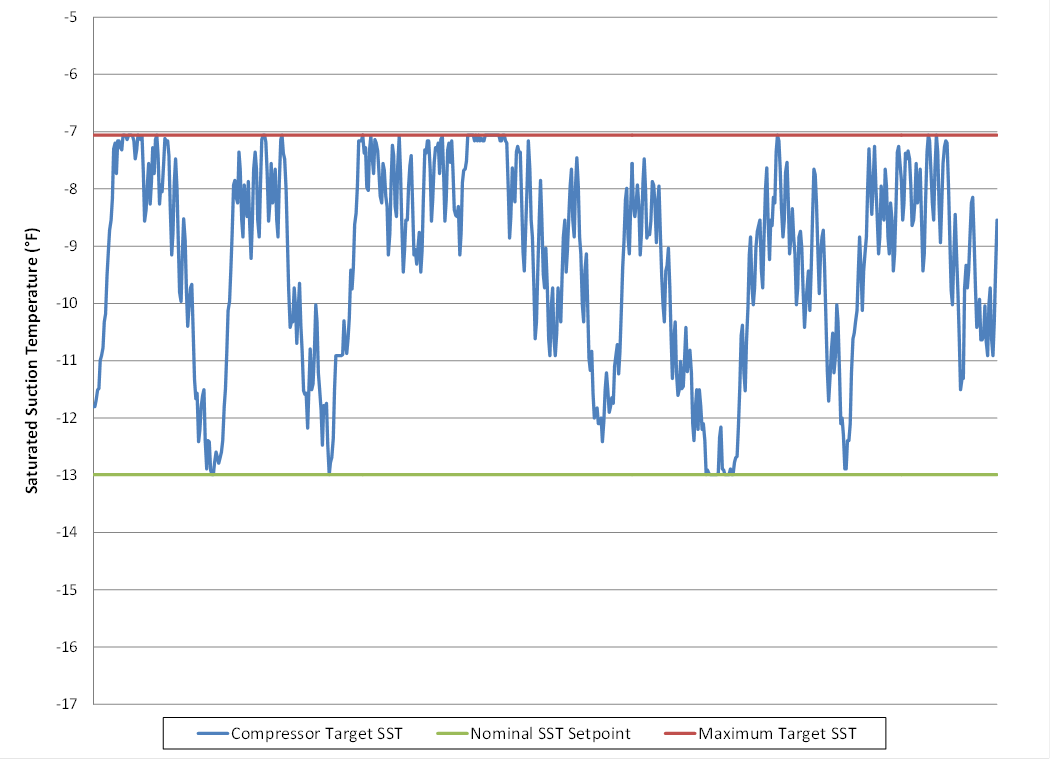
Figure 10-10 shows hourly values for floating suction
pressure control over a one week period, expressed in equivalent saturation
temperature. The suction pressure control setpoint is adjusted to meet the
temperature setpoint at the most demanding fixture or walk-in. The difference in
SST between the floating suction pressure control and fixed suction pressure
control translates into reduced compressor work and thus energy savings for the
floating suction control.
Figure 10-10: Example of Floating Suction Pressure Control
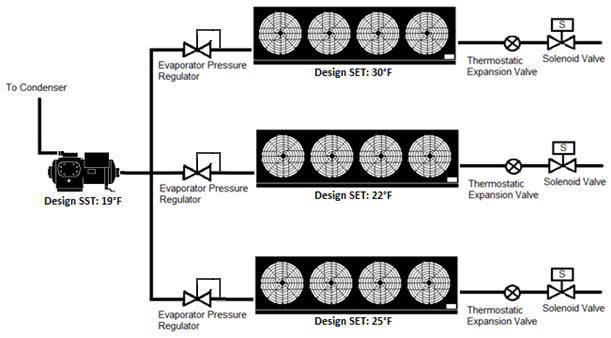
A. Floating Suction
Pressure Control with Mechanical Evaporator Pressure Regulators
Mechanical evaporator pressure regulators (EPR valves) are
often used on multiplex systems to maintain temperature by regulating the SET at
each multiple evaporator connected to the common suction group, and often to
also function as a suction-stop valve during defrost. EPR valves throttle to
maintain the pressure at the valve inlet and thus indirectly control the
temperature at the case or walk-in. The valves are manually adjusted to the
pressure necessary to provide the desired fixture or walk-in air temperature.
The load (circuit) with the lowest EPR pressure governs the required compressor
suction pressure setpoint.
Floating suction pressure on a system with EPR valves
requires special attention to valve settings on the circuit(s) used for floating
suction pressure control. EPR valves on these circuit(s) must be adjusted
“out of range”, meaning the EPR pressure must be set lower than what would
otherwise be used to maintain temperature. This keeps the EPR valve from
interfering with the floating suction control logic. In some control systems,
two circuits are used to govern floating suction control; commonly designated as
primary and secondary float circuits. EPR valves may also be equipped with
electrically controlled wide-open solenoid pilots for more fully automatic
control if desired.
Similar logic is applied on systems using on/off liquid line
solenoid valves (LLSV) for temperature control, with the control of the solenoid
adjusted slightly out of range to avoid interference with floating suction
pressure.
These procedures have been employed to float suction on
supermarket control systems since the mid-80’s, however careful attention is
still required during design, start-up and commissioning to insure control is
effectively coordinated.
Figure 10-11: Evaporators with Evaporative Pressure Regulator Valves
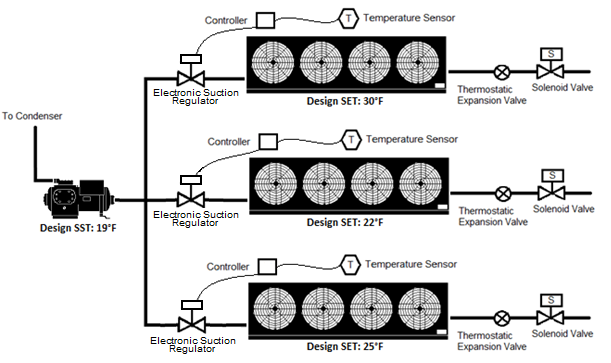
B.
Floating Suction Pressure Control with Electronic Suction Regulators
An electronic suction regulator (ESR) valve is an
electronically controlled valve used in the place of a mechanical evaporator
pressure regulator valve. ESRs are known in industry as electronic suction
regulator (ESR) or electronic evaporator pressure regulator (EEPR). It is
important to note that ESR valves are not pressure regulators; instead they
control the flow through the evaporator based on a setpoint air temperature at
the case or walk-in. ESR valves are modulated to maintain precise temperature.
This provides more accurate temperature compared to an EPR which controls
temperature indirectly through pressure and is subject to pressure drop in
piping and heat load (and thus TD) on the evaporator coil.
Floating suction pressure strategies with ESR valves vary
depending on the controls manufacturer, but will generally allow for more
flexibility than systems with EPR valves. In general, the control system
monitors how much each ESR valve is opened. If an ESR is fully open, indicating
that the evaporator connected to the ESR requires more capacity, the control
system will respond by decrementing the SST setpoint. If all ESR valves are less
than fully open, the control system increments the suction pressure up until an
ESR valve fully opens. At this point, the control system starts floating down
the suction pressure again. This allows suction pressure to be no lower than
necessary for the most demanding fixture.
Figure 10-12 shows multiple evaporators controlled by ESR
valves connected to a common suction group.
Figure 10-12: DX Evaporators with ESRs on a Multiplex System
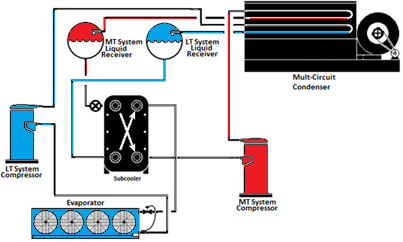
10.5.3.2
Liquid Subcooling
Liquid subcooling must be provided for all low temperature
compressor systems with a design cooling capacity of 100,000 Btuh or greater and
with a design saturated suction temperature of -10°F or lower. The
subcooled liquid temperature of 50°F or less must be maintained continuously at
the exit of the subcooler. Subcooling load may be handled by compressor
economizer ports, or by using a suction group operating at a saturated suction
temperature of 18°F or higher. Figure
10-13 and Figure
10-14 show example subcooling configurations.
Exceptions to the liquid subcooling requirements are:
1.
Low temperature cascade systems that condense into another refrigeration system
rather than condensing to ambient temperature.
2.
Existing compressor systems that are reused for an addition or
alteration.
Figure 10-13: Liquid Subcooling Provided by Scroll Compressor Economizer
Ports
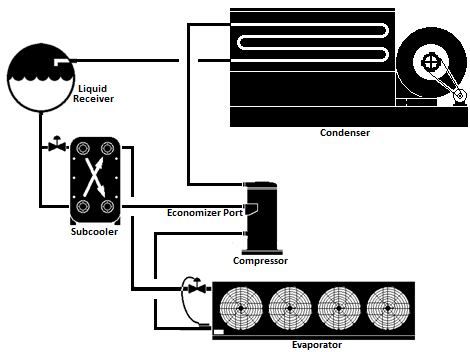
Figure 10-14: Liquid Subcooling Provided By a Separate Medium-Temperature
System
10.5.4
Refrigerated Display Case Lighting Control Requirements
All lighting in refrigerated display cases, and lights
installed on glass doors of walk-in coolers and freezers shall be controlled by
either automatic time switch controls and/or motion sensor control.
A. Automatic Time
Switch Control
Automatic time switch controls shall turn off the lights
during non-business hours.
Timed overrides for a display case line-up or walk-in case
may be used to turn on the lights for stocking or non-standard business hours.
The override must time-out and automatically turn the lights off again in one
hour or less. The override control may be enabled manually (e.g. a push button
input to the control system) or may be scheduled by the lighting control or
energy management system.
B.
Motion Sensor
Motion sensor control can be used to meet this requirement by
either dimming or turning off the display case lights when space near the case
is vacated. The lighting must dim so that the lighting power reduces to 50% or
less. The maximum time delay for the motion sensor must be 30 minutes or
less.
10.5.5
Refrigeration Heat Recovery
This section addresses mandatory requirements for the use of
heat recovery from refrigeration system(s) to HVAC system(s) for space heating
and the charge limitations when implementing heat recovery, including an
overview of configurations and design considerations for heat recovery systems.
Heat rejected from a refrigeration system is the total of the cooling load taken
from display cases and walk-ins in the store plus the electric energy used by
the refrigeration compressors. Consequently, there is a natural relationship
between the heat available and the heating needed; a store with greater
refrigeration loads needs more heat to make up for the cases and walk-ins and
also has more heat available.
The heat recovery requirements apply only to space
heating.
There are many possible heat recovery design configurations
due to the variety of refrigeration systems, HVAC systems and potential
arrangement and locations of these systems. A number of examples are
presented here but the Energy Standards do not require these configurations to
be used. The heat recovery design must be consistent with the other requirements
in the Energy Standards such as condenser floating head pressure.
At least 25 percent of the sum of the design Total Heat of
Rejection (THR) of all refrigeration systems with individual design Total Heat
of Rejection of 150,000 Btu/h or greater must be utilized for space heat
recovery.
Exceptions to the above requirements for heat recovery
are:
1.
Stores located in Climate Zone 15, which is the area around Palm Springs,
California. Weather and climate data are available in Joint Appendix
JA2 – Reference Weather/Climate Data
2.
The above requirements for heat recovery do not apply to the HVAC and
refrigeration systems that are reused for an addition or alteration
The Energy Standards also limit the increase in
hydrofluorocarbon (HFC) refrigerant charge associated with refrigeration heat
recovery. The increase in HFC refrigerant charge associated with
refrigeration heat recovery equipment and piping must not be greater than 0.35
lbs. per 1,000 Btuh of heat recovery heating capacity.
Example
10-18
Question
A
store has three new distributed refrigeration systems, A, B and C, with design
Total Heat of Rejection (THR) of 140,000 Btuh, 230,000 Btu/h and 410,000 Btuh,
respectively. What is the minimum required amount of refrigeration heat
recovery?
Answer
Refrigeration
systems B and C have individual design THR of greater than 150,000 Btu/h,
whereas refrigeration system A has design THR of less than 150,000 Btuh.
Therefore, the store must have the minimum refrigeration heat recovery equal to
25% of the sum of THR of refrigeration systems B and C only. The minimum
required heat recovery is therefore:
25% x (230,000 Btuh + 410,000
Btuh) = 160,000 Btuh
Example
10-19
Question
How
should the Total Heat of Rejection be calculated for the purpose of this
Section?
Answer
The
THR value is equal to the total compressor capacity plus the compressor heat of
compression.
Example
10-20
Question
A
35,000 ft2 food store is undergoing an expansion to add 20,000 square feet area.
The store refrigeration designer plans to use two existing refrigeration systems
with 600,000 Btu/h of design total heat rejection capacity and add a new
refrigeration system with a design total heat rejection capacity of 320,000
Btu/h. The store mechanical engineer plans on replacing all the existing HVAC
units. Is the store required to have refrigeration heat recovery for space
heating?
Answer
Yes.
The store must have the minimum required refrigeration heat recovery from the
new refrigeration system. The new refrigeration system has a design THR of
greater than 150,000 Btu/h threshold. The minimum amount of the refrigeration
heat recovery is 25% of the new system THR. The existing refrigeration systems
are not required to have the refrigeration heat recovery.
10.5.5.1
Refrigeration Heat Recovery Design Configurations
The designer of heat recovery systems must consider the
arrangement of piping, valves, coils, and heat exchangers as applicable to
comply with the Energy Standards. Numerous refrigeration heat recovery systems
configurations are possible depending upon the refrigeration system type, HVAC
system type and the store size. Some possible configurations are:
1.
Direct heat recovery
2.
Indirect heat recovery
3.
Water loop heat pump system
These configurations are described in more detail with the
following sections.
A. Direct Heat
Recovery
Figure 10-15 shows a series-connected direct condensing heat
recovery configuration. In this configuration, the heat recovery coil is
placed directly within the HVAC unit airstream (generally the unit serving the
main sales area), and the discharge refrigerant vapor from the compressors is
routed through the recovery coil and then to the outdoor refrigerant condenser
when in heating mode. If two or more refrigeration systems are used for heat
recovery, a multi-circuit heat recovery coil could be used.
This configuration is very suitable when the compressor racks
are close to the air handling units used for heat recovery. If the
distance is too far, an alternative design should be considered; the long piping
runs may result in a refrigerant charge increase that exceeds the maximum
defined in the Energy Standards, or there may be excessive pressure losses in
the piping that could negatively affect compressor energy.
Figure 10-15: Series Direct Heat Recovery Configuration
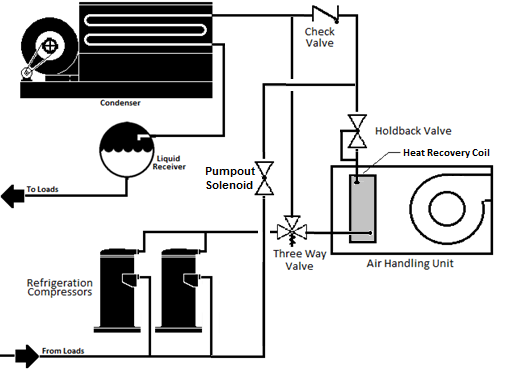
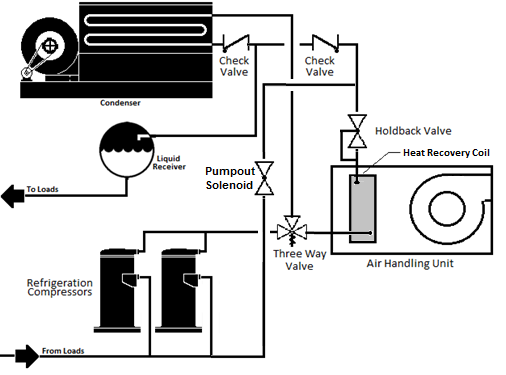
Figure 10-16 shows a parallel-connected
direct-condensing configuration. In this configuration, the heat recovery coil
handles the entire condensing load for the connected refrigeration system(s)
when the air handling unit is in heating mode. Reduced refrigerant charge
is the primary advantage of this configuration. Since the unused condenser
(either the heat recovery condenser or the outdoor condenser) can be pumped out,
there is no increase in refrigerant charge. A high degree of design expertise is
required with this configuration in that the heat recovery condenser and
associated HVAC system must take the entire heating load while operating at
reasonable condensing temperatures—in any event, no higher than the system
design SCT and in most instances with reasonable design no higher than
95°F-100°F condensing temperature in the heat recovery condenser. Ducting with
under case or low return air design is essential in this type of system, in
order to obtain cooler entering air and maintain reasonable condensing
temperatures. Provision is required for practical factors such as dirty air
filters.
Since the main condenser is not in use during heat recovery,
the condenser floating head pressure requirements do not apply.
Figure 10-16: Parallel Direct Condensing Heat Recovery Configuration
B.
Indirect Heat Recovery
Figure 10-17 shows an indirect heat recovery configuration
with a fluid loop. In this configuration, the recovered heat is transferred from
the refrigerant to an intermediate fluid, normally water or water-glycol, which
is circulated through a fluid-to-air heat exchanger located in the air handling
unit airstream. Like the direct condensing configuration, discharge refrigerant
gas from the compressors is routed through the refrigerant-to-fluid heat
exchanger and then to the outdoor refrigerant condenser when in heating
mode.
The refrigerant-to-fluid heat exchanger can be located close
to the refrigeration system compressors, maximizing the available heat for
recover while keeping the overall refrigerant charge increase low. This
configuration is also suitable when multiple HVAC units are employed for the
refrigeration heat recovery. Indirect systems must utilize a circulation pump to
circulate the fluid between the HVAC unit and the recovery heat
exchanger.
Figure 10-17: Indirect Heat Recovery with an Indirect Loop
Multiple refrigeration systems can also be connected in
parallel or in series, using a common indirect fluid loop. Figure 10-18 shows
three refrigeration systems connected in series by a common fluid loop. The
temperatures shown are only examples.
Figure 10-18: Series-Piped Indirect Water Recovery
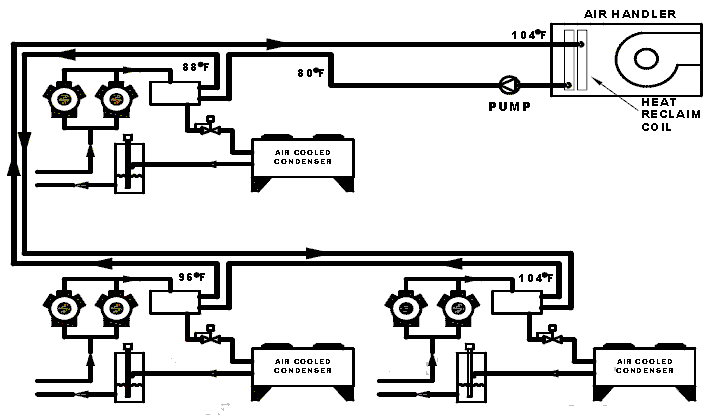
This configuration allows the refrigerant-to-water condenser
temperature difference (TD) to be kept low at each refrigeration system (e.g.
8°-10°F is possible) while maintaining a sufficiently high water-side TD at the
air handling unit (e.g. 20°-25°F depending on specifics) to allow an effective
selection of the water-to-air heating coil vs. the available airflow. This
method also minimizes both the required fluid flow and pump power.
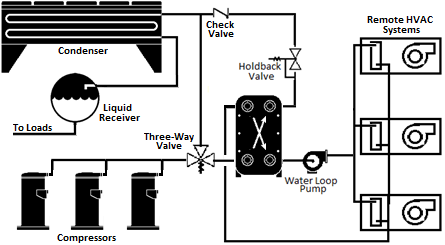
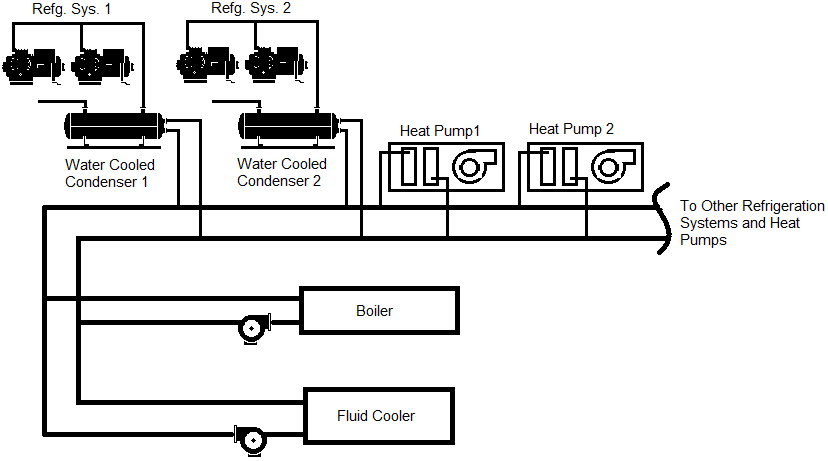
C.
Water Loop Heat Pump Heat Recovery
Water-source heat pumps (WLHP) can be used for in conjunction
with water cooled refrigeration systems, connected to a common water loop as
shown in Figure 10-19. Refrigeration systems heat pumps serving various zones of
the store reject heat into a water loop, which in turn is rejected to ambient by
an evaporative fluid cooler. When the heat pumps are in heating mode, they
extract the heat rejected by the refrigeration systems from the water loop.
Additional heat, if required, is provided by a boiler connected to the water
loop. A significant advantage of this design is low refrigerant charge, since
the refrigeration systems use a compact water-cooled condenser, typically with
less charge than an air-cooled condenser and no heat recovery condenser is
required. Compared with other methods, however, the electric penalty is somewhat
higher to utilize the available heat.
The floating pressure requirements in the standard would
apply to the fluid coolers, i.e. controls to allow refrigeration systems to
float to 70°F SCT and use of wetbulb following control logic.
Figure 10-19: Water Loop Heat Pump Example
10.5.5.2
Control Considerations
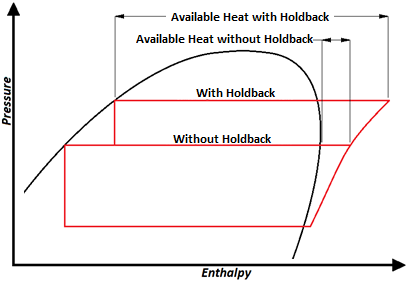
A. Holdback
Considerations
For direct and indirect systems, a holdback valve is required
to control the refrigerant condensing temperature in the heat recovery coil (for
direct systems) or the refrigerant-to-water condenser (for indirect systems)
during heat recovery operation. Regulating the refrigerant pressure to achieve
condensing recovers the latent heat from the refrigerant. Without condensing,
only the sensible heat (i.e. superheat) is obtained, which is only a small
fraction of the available heat. Figure 10-20 is a pressure-enthalpy diagram
showing the difference in available recovery heat from a refrigeration system
with and without a holdback valve.
Figure 10-20: Pressure-Enthalpy Diagram with and without a Holdback
Valve
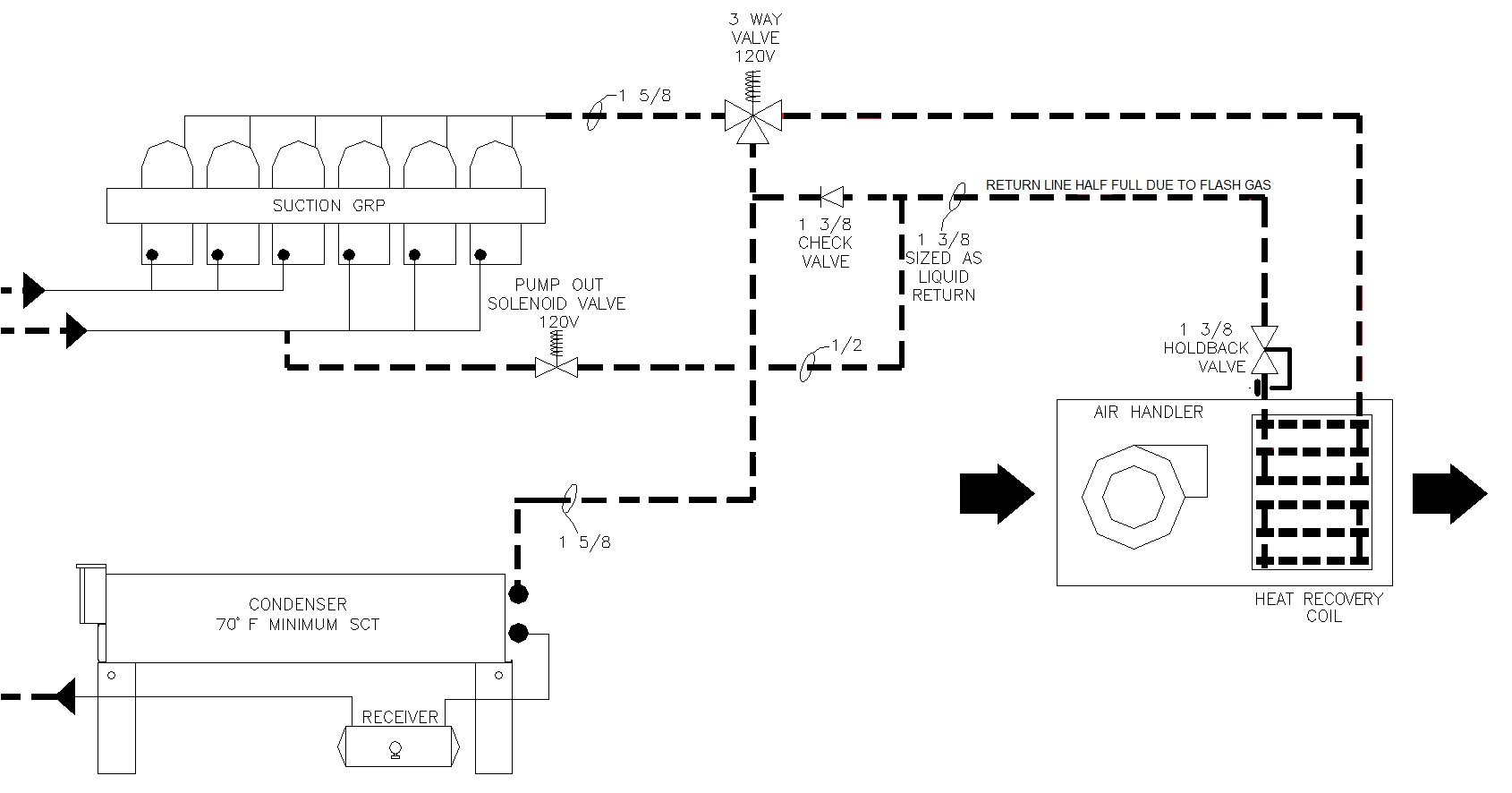
The holdback valve regulates pressure at its inlet, and is
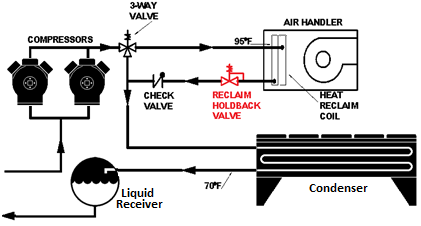
located at the exit of the recovery heat exchanger. Figure 10-21 shows a
direct-condensing configuration with the proper location of the holdback
valve.
Figure 10-21: Direct-condensing configuration showing location of holdback
valve
A more advanced
design uses an electronic holdback valve controlled based on the temperature of
the air entering the heat recovery coil. The electronic heat recovery holdback
valve controls the valve inlet pressure and thus the heat recovery coil
condensing temperature to maintain only the pressure necessary to achieve the
required condensing TD (heat recovery SCT less entering air temperature) thereby
minimizing compressor efficiency penalty. This is particularly useful when
the volume outside air can significantly change the mixed air temperature
entering the heat recovery coil. In colder climates, reducing the heat recovery
holdback pressure can be important as a means to avoid over-condensing (i.e.
subcooling). As shown in the pressure-enthalpy diagram above, there is
additional flash gas handled by the condenser (even if the refrigerant fully
condenses in the heat recovery coil) which is necessary to maintain piping and
condenser velocity and thus minimize the charge in the outdoor condenser.
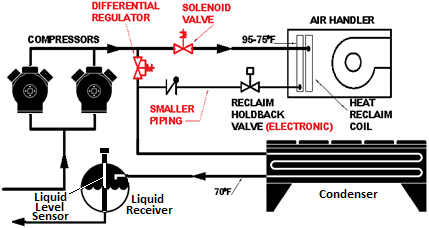
Other designs can replace the three-way valve with a
differential pressure regulator and solenoid valve. Figure 10-21 shows a
direct-condensing configuration with an electronic heat recovery holdback valve,
solenoid valve, and differential pressure regulator.
Figure 10-22: Direct-condensing configuration showing differential
regulator, solenoid valve, electronic holdback valve
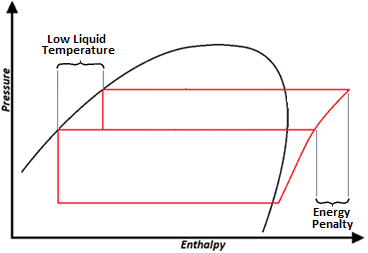
B. Heat Recovery
and Floating Head Pressure
There is typically a tradeoff between heat recovery and
refrigeration system efficiency, in that compressor discharge pressure must be
increased to provide condensing for heat recovery. If implemented
properly, the electric penalty at the refrigeration system compressors is small
compared to the heating energy savings.
The Standards require that the minimum condensing temperature
at the refrigeration condenser shall be 70°F or less. That means that (in
the typical case of series-connected heat recovery) the refrigeration “cycle”
still benefits from lower refrigerant liquid temperature, even if the compressor
power is somewhat increased during heat recovery. The pressure-enthalpy diagram
shown in Figure 10-22 shows the incremental energy penalty at the
refrigeration compressors due to the higher discharge pressure required for heat
recovery, as well as the lower liquid temperature (and thus improved refrigerant
cooling capacity) by floating head pressure at the outdoor condenser.
Figure 10-23: Pressure-enthalpy diagram for heat recovery
10.5.5.3
Recovery Coil Design Considerations
A. Recovery Coil
Sizing Example
Selecting an appropriately-sized heat recovery coil is
essential to proper heat recovery system operation. The following example
details the process of selecting a right-sized heat recovery coil.
Example
10-21
Question
A
supermarket is being constructed that will utilize heat recovery. The
refrigeration system selected for recovery has the following parameters:
Design
Refrigeration Load: 455.8 MBH
System
design SST: 24°F
Representative
Compressor Capacity at Design Conditions: 54.2 MBH
Representative
Compressor Power at Design Conditions: 5.59 kW
The
HVAC system serving the supermarket sales area is a central air handling unit.
Heat recovery will be accomplished with a direct-condensing recovery coil inside
the air handling unit, downstream of both the return air duct and the outside
air damper. The air handling unit has the following design parameters:
Design
Air Volume: 25,000 cfm
Design
Coil Face Area: 41.7 sq.ft.
To
avoid excessive pressure drop across the recovery coil, the designer will select
a coil with a fin density of 10 fins per inch. The heat recovery circuit will
use a holdback valve set at 95°F SCT.
What
is the procedure for selecting a heat recovery coil?
Answer
To
size a heat recovery system, the designer should first establish a design
recovery coil capacity by analyzing the refrigeration system from which heat
will be recovered. Best practice dictates that the recovery system should be
sized to recovery most of the available system total heat of rejection at
typical operating conditions, not peak conditions. Since we are designing for
average operating conditions, the designer assumes the average refrigeration
load is 70% of the design load. Therefore, the average system THR for heating
design is:
Average
System THR = 70% x Design Refrigeration Load x THR Adjustment Factor
where:
THR
Adjustments Factor = Representative Compressor
THR
Representative Compressor Capacity
and:
Rep.
Compressor THR = Rep. Compressor Capacity + Rep. Compressor Heat of
Compression
Using
values from the example:
Representative Compressor THR = 54.2MBH + (5.50
kW x 3.415
MBH)
kW
Representative Compressor THR = 73.3 MBH
Therefore,
THR
Adjustment Factor = 73.3
MBH
54.2 MBH
THR Adjustment Factor = 1.35
Using
the values in this example and the calculated THR Adjustment Factor, the average
system THR is:
Average
system THR = 70% x 455.8 MBH x1.35
Average
system THR = 430.1 MBH
It
is important to note that the recovery system will not be capable of extracting
100% of the total heat of rejection since the condenser operates at a lower
pressure and will reject additional heat, even if the heat recovery coil
achieves full condensing. In addition, the heat recovery coil performance may
often be limited by the available airflow across the coil and the consequent
temperature rise vs. the heat being transferred. This performance is determined
through evaluation of coil performance, considering entering air temperature,
and condensing temperature, as well as the coil design (e.g. rows, fins, air
velocity and other factors). Airside pressure drop can be minimized by using a
larger face area, requiring lower face velocity and fewer rows.
For
in this example, it was assumed that after evaluating coil performance, 85% of
the average THR could be recovered with a reasonable coil velocity and coil
depth.
Available
Heat for Reclaim = 85% x Average System THR
Available
Heat for Reclaim = 85% x 430.1 MBH
Available
heat for Reclaim = 365.6 MBH
The
available heat for recovery is the design capacity of the recovery coil we will
select for our air handling unit.
Next,
the designer needs to know the face velocity of the airstream in the air
handling unit. The face velocity is:
F.V.
= Design cfm
AHU Face Area
F.V.
= 25,000
cfm
41.7 ft2
F.V.
= 600 ft/min
Finally,
the designer needs to know the temperature difference between the condensing
temperature (inside the recovery coil) and the temperature of the air entering
the recovery coil. Since the coil will be installed in an air handling unit
downstream of the outside air damper, the designer assumes that the air entering
the coil is a mix of return air from the store and outside air. The designer
must determine an appropriate design temperature for the air entering the
recovery coil (Entering Air Temperature or EAT) during average heating hours,
which is this instance was determined to be 65°F. From the example, the heat
recovery system will have a holdback valve setting of 95°F SCT. Therefore, the
temperature difference is:
TD
= SCT – EAT
TD
= 95oF - 65 oF
TD
= 30 oF
Using
the face velocity, design coil capacity, and temperature difference between
condensing temperature and entering air temperature, the designer then refers to
the air handling unit catalog to select a recovery coil. Then the designer uses
the following two tables:

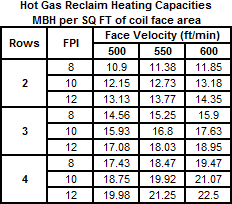
The
designer enters the first table with the calculated TD of 30°F, finding a
correction factor of 0.6. We enter the second table with the value:
MBH
per SQ FT = (Design Coil Capacity) / Correction
Factor
Coil Face Area
MBH
per SQ FT = (4184 MBH) /
0.6
41.7 ft2
MBH
per SQ FT = 16.72
Per
design requirements, the designer will select a 10 fin-per-inch coil. From the
second table, the designer selects the 3-row, 10 fin-per-inch coil for this
application.
More
commonly, computerized selection tools are used to select heat recovery coils,
allowing vendors to provide multiple selections for comparison.
B. Air-side
Integration Considerations
1.
Return Air Location
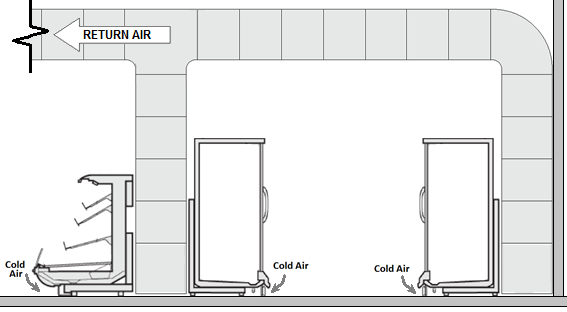
In supermarkets, ducting return air from behind display cases
or near the floor is beneficial in improving comfort by removing the stagnant
cool air that naturally occurs due to product refrigeration cases. This approach
also increases the effectiveness of refrigeration heat recovery by increasing
the temperature difference between the return air temperature and the
refrigerant condensing temperature in the heat recovery coil. Figure 10-23 shows
the location of an HVAC return air duct positioned to scavenge cool air from the
floor level near refrigerated display cases.
Figure 10-24: Low Return Air Example
2. Return Air
Duct Configuration
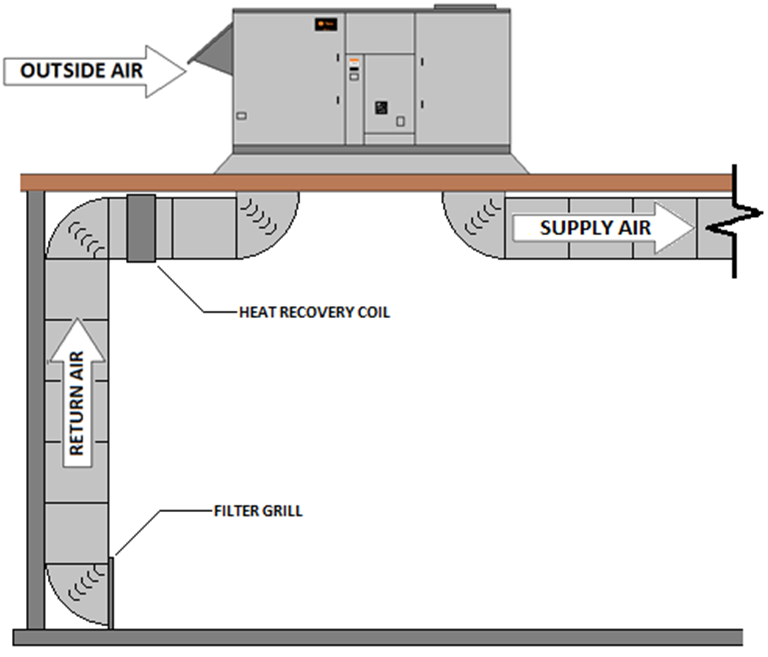
Heat recovery can be incorporated into rooftop HVAC units
(RTU) by installing the heat recovery coil inside the RTU cabinet or by
installing in the return air duct upstream of the RTU, as shown in Figure 10-25.
Location inside the RTU is preferable when outside air is a substantial part of
the heating load, but location in the return air duct is reasonable and can
provide greater flexibility in selecting the heat recovery coil (e.g. for low
face velocity and pressure drop), particularly when coupled with low return air
on units located in the refrigerated space, which predominantly provide heating.
The fan design must allow for the additional ductwork and coil pressure
drop.
Figure 10-25: Heat Recovery Coil in Return Air Duct
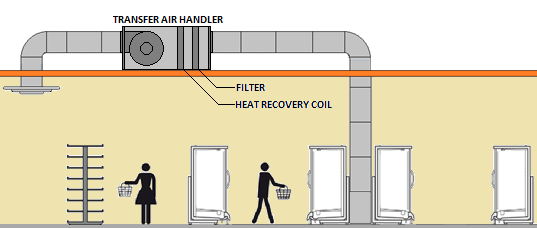
3. Transfer
Fan Configuration
A ducted transfer system is sometimes employed to remove cold
air from aisles with refrigerated display cases (rather than blowing warm air
into the refrigerated areas) and can be an easy and appropriate way to utilize
heat recovery, particularly from smaller distributed systems. Figure 10- 25
depicts a ducted transfer system.
Figure 10-26: Ducted Transfer System
4.
Calculating Charge Increase
The Energy Standards require that the increase in HFC
refrigerant charge from all equipment related to heat recovery for space heating
shall be less than 0.35 lbs. for every 1,000 Btuh of heat recovery capacity at
design conditions. Refrigerant charge may increase due to the addition of the
recovery coil itself (either the refrigerant-to-air heat exchanger for direct
configurations, or the refrigerant-to-water heat exchanger for indirect
configurations), and the additional piping between the compressor group and the
recovery coil. 'In addition, the refrigerant leaving the
recovery coil and entering the refrigerant condenser will be mostly condensed,
which increases the charge in the outdoor condenser compared with normal
operation. Operating the outdoor condenser at lower pressure (i.e. the required
floating heat pressure control) vs. the higher setting at the heat recovery coil
holdback valve creates pressure drop, flashing of some liquid to vapor and an
increase in velocity due to the much larger volume of a pound of vapor vs. a
point of liquid refrigerant. Split condenser control, which is very common in
cooler climates, can also be used to close-off and pump out half of the outdoor
condenser.
It is the responsibility of the system designer to fully
understand how the heat recovery system affects overall refrigerant charge.
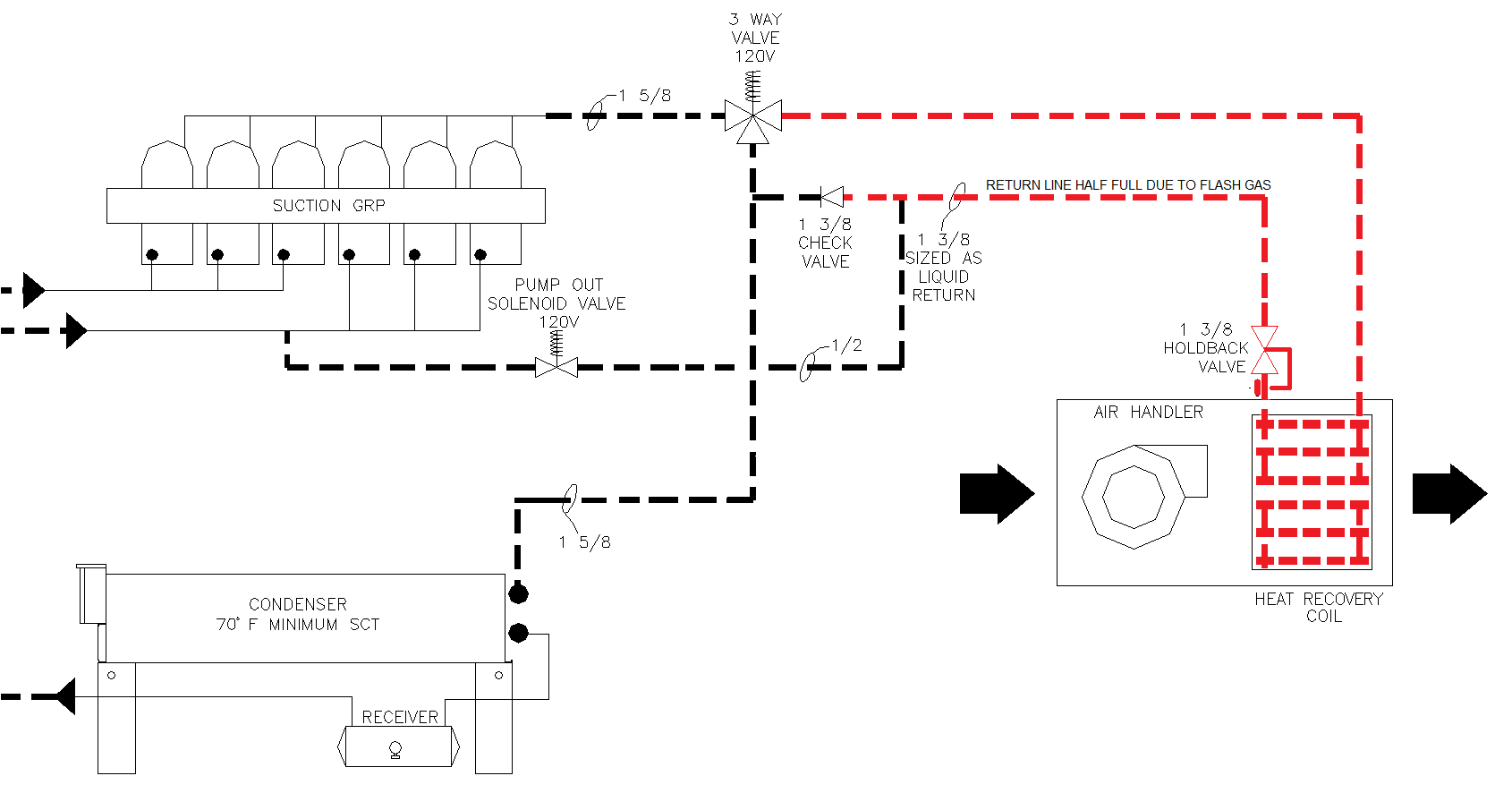
Example
10-22
Question
A
heat recovery system is being designed for a new supermarket. The
refrigerant is R-404A. The proposed design is shown below:
Which
piping runs should be included in the calculation of refrigerant charge increase
in the proposed design?
Answer
Only
the additional piping required to route the refrigerant to the heat recovery
coil needs to be considered in this calculation. The piping runs shown in
red in the following figure should be included in the calculation of refrigerant
charge increase from heat recovery.
Example
10-23
Question
What
is the refrigerant charge size increase in the example described above?
Answer
The
system designer prepares the following analysis to calculate the charge size in
the refrigerant piping

The
outdoor condenser has a capacity of 350 MBH at a TD of 10°F. Using
manufacturers published data, the designer determines that the condenser normal
operating charge (without heat recovery) is 26.9 lbs. To calculate the charge
increase in the condenser due to heat reclaim, the designer estimates the
condenser could be as much as 75% full of liquid, resulting in a condenser
charge of 68.8 lbs. with heat recovery.
The
heat recovery coil has a capacity of 320 MBH at a design TD of 20°F. he
system designer uses manufacturer’s documentation to determine that the heat
recovery coil refrigerant charge is 14.1 lbs.
The
total refrigerant charge with heat recovery is:
32.2
lbs ) piping + 68.8 lbs (system condenser) + 14.1 lbs (recovery coil) = 115.1
lbs
Therefore,
the refrigerant charge increase with heat recovery is:
115.1
lbs – 26.9 lbs = 88.2 lbs
Example
10-24
Question
In
the example above, does the recovery design comply with the requirement in the
Energy Standards that the recovery design shall utilize at least 25% of the
design Total Heat of Rejection (THR) of the refrigeration system?
Answer
The
system designer determines that the total THR of all the refrigeration systems
in the new supermarket is 800 MBH. From the previous example, the heat
recovery capacity is 320 MBH.
100
% x 320 MBH =
40%
800 MBH
Therefore,
the design is in compliance with the Energy Standards.
Example
10-25
Question
In
the example above, does the recovery design comply with the requirement in the
Energy Standards that the recovery design shall not increase the refrigerant
charge size by more than 0.35 lbs. of refrigerant per 1,000 Btuh of recovery
capacity?
Answer
From
the previous example, the recovery capacity is 320 MBH at design conditions, and
the total refrigerant charge size increase is 88.2 lbs.
88.2
lbs = 0.28 lbs/Btuh
320 MBH
Since
the refrigerant charge increases by less than 0.35 lbs./MBH, this design is in
compliance with the Energy Standards.
10.5.6
Additions and Alterations
Requirements related to commercial refrigeration additions
and alterations to existing buildings are covered by the Energy Standards in §141.1(b).
The specific requirements for additions and alterations for Commercial
Refrigeration are included in §120.6(b).
10.5.7
Compliance Documentation
Compliance documentation includes the forms, reports and
other information that are submitted to the enforcement agency with an
application for a building permit (Certificate of Compliance). Compliance
documentation also includes documentation completed by the installing
contractor, engineer/architect of record, or owner’s agent to verify that
certain systems and equipment have been correctly installed and commissioned
(Installation Certificate).
Form NRCC-PRC-05-E for Commercial Refrigeration -
Certificate of Compliance
NRCC-PRC-05-E is the primary form for commercial
refrigeration in retail food stores, which provides compliance information for
the use of the enforcement agency’s field inspectors. This form must be included
on the plans. A copy of this form should also be submitted to the enforcement
agency along with the rest of the compliance submittal at the time of building
permit application. With enforcement agency approval, the applicant may use
alternative formats of these forms (rather than the Energy Commission’s forms),
provided the information is the same and in similar format.